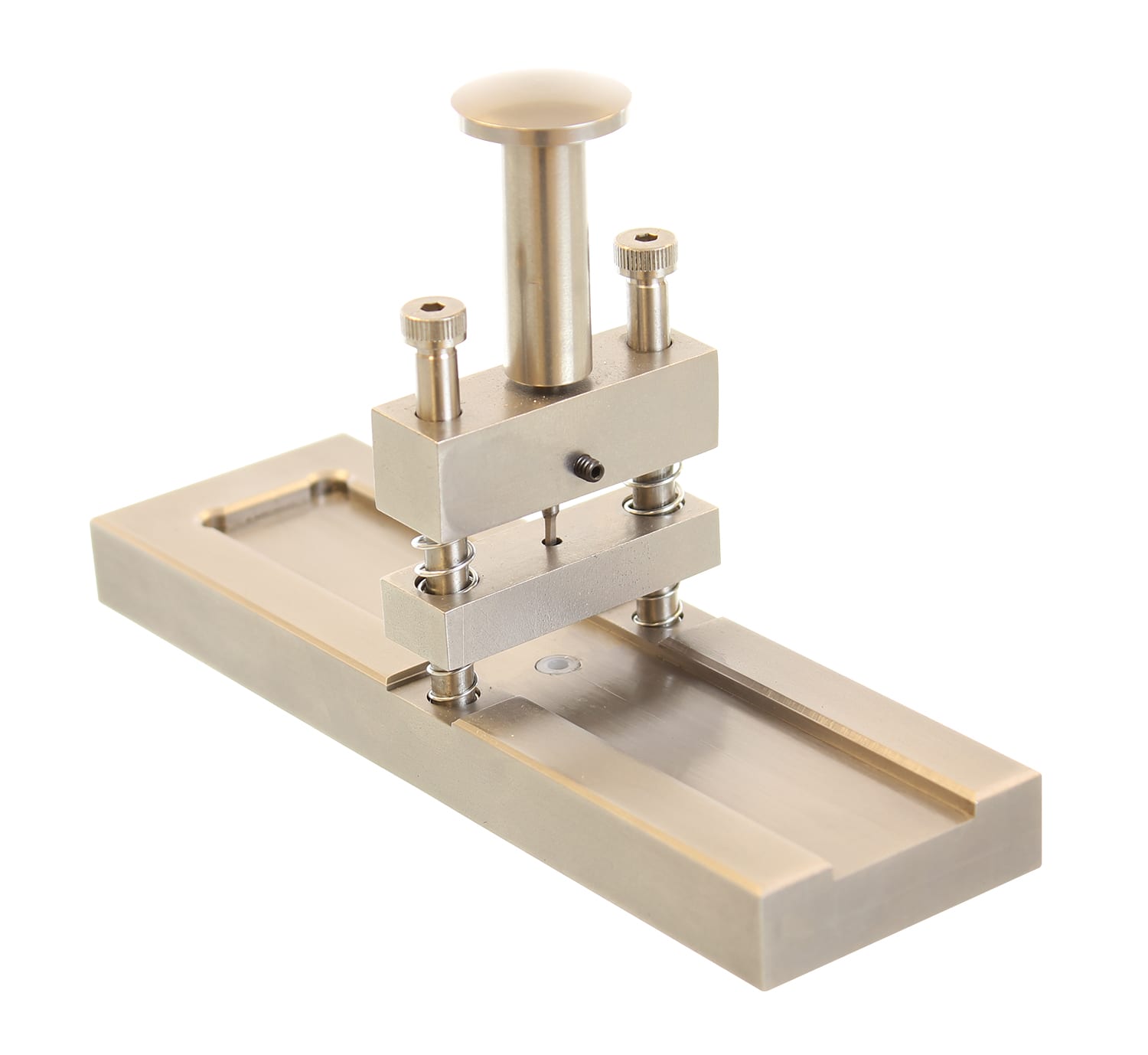
 In addition to the dimensional specifications, ASTM D1052 procedures require that the test specimen be punctured by a special piercing tool, which is mated to a specimen holder specifically designed for the purpose. CCSi provides the specimen piercing tool and specimen holder, together listed as the specimen piercing apparatus, although they are available individually.
In addition to the dimensional specifications, ASTM D1052 procedures require that the test specimen be punctured by a special piercing tool, which is mated to a specimen holder specifically designed for the purpose. CCSi provides the specimen piercing tool and specimen holder, together listed as the specimen piercing apparatus, although they are available individually.
The CCSi specimen piercing apparatus is of a unique and innovative design. The platen of the specimen holder has a circular orifice containing a compression molded polypropylene disc, which acts as a receiver for the piercing tool. Upon penetration of the specimen, there is no metal-to-metal contact of the constituent parts, as is the case with typical designs.
This prolongs the life of both the specimen holder and piercing tool, while improving test determinations by maintaining a sharply formed piercing edge and not deforming the receiving platen.
The receiver for the compression molded polypropylene discs contains a ‘bored-through’ orifice facilitating the disc’s replacement. The contact surfaces of the poly discs are flat and parallel and may be used on either side, further improving cost effectiveness.
The test pieces may also be obtained from articles, requiring that the specimens be die cut. CCSi also features a D1052 Specimen Cutting Die. Test pieces obtained in this way must be buffed, or ground, to the specified thickness prior to die cutting.
The Emerson Type Rubber Buffer and the Hung Ta™ Par-Marton Type Specimen Adjuster, both of which are suitable for this application and comply with the requirements of ASTM D3183 ‘Standard Practice for Rubber — Preparation of Pieces for Test Purposes from Products’, are available from CCSi.
Ask for Price
{kind=link}

CCSi UltraLife molds are manufactured from homogenous, solid, high carbon content A2 mold steel. Each undergoes precision grinding and CNC (Computer Numerical Control) machining to exacting requirements. The mold cavities are expertly honed and hand polished, after which the mold is industrial chrome plated.
Precision grinding ensures a parallel surface profile of the platens and CNC machining provides ultra-close dimensional tolerances, while the honing and polishing processes guarantee smooth, true specimen cavities. The durable, hard chrome finish resists the corrosive and adhesive effects of most compounds, greatly improving overall durability and ease of maintenance.
The CCSi UltraLife mold platens are thicker than standard molds, providing superior heat and pressure distribution, as well as extending the mold’s useful life by resisting distortion. This also allows the overflow recesses to be deeper, reducing problems associated overfill. The platens are positively positioned with precision guide pins and receivers … assuring precise closure!
CCSi UltraLife molds feature a unique cam-action hinge design which improves the critical distribution of pressure. Typical ‘fixed-hinge’ designs cause material to flow, outwardly, from this constraining point. This uneven application of pressure may cause excessive overfill, or cavity voids. The cam-action hinge design has all of the advantages of ‘stacked plate’ molds, combined with the convenience of ‘fixed-hinge’ designs!
The handles are manufactured from 304 stainless steel (a chromium – nickel austenitic alloy) and contain integral support pins. This allows the handles to rotate, which facilitates opening the mold. The handles are ergonomically positioned to ease placement and removal from the heated laboratory press.
Large triangular pry slots are located at the corners, opposite the cam-action hinges. These further facilitate mold opening and reduce the occurrence of cavity damage from improperly positioned tools.
The CCSi ASTM D1052 Specimen Molds Feature:
- Exclusive UltraLife engineering;
- Designed with advanced 3D solid modeling;
- Manufactured using computerized systems and techniques;
- CNC (Computer Numerical Control) 4 axis machining;
- Precision ground;
- Expertly honed;
- Finely polished;
- High carbon content A2 mold steel;
- Thicker plates resist warping, distribute heat and pressure evenly;
- Cam action hinges prevent uneven closure;
- Industrial chrome plate finish;
- 304 stainless steel rotating handles ease opening, closing and handling;
- Deep overflow recesses (flash pockets) reduce overfill problems;
- Precision locator pins & receivers assure positive alignment;
- High strength fasteners resist the effects of strain and stress;
- Temperature probe orifices may be added for profiling;
- Optional finishes are available for highly corrosive compounds.
Available in:
- ASTM D1052 UltraLife 6 Cavity Mold (standard length);
- Other cavity lengths are available by special request;
- Other cavity (quantities) are also available by special order.
Also Available:
- Specimen Piercing Apparatus;
- Poly Inserts for Specimen Piercing Apparatus.
| Part Number | Configuration | Specimen Description |
| CCS-D1052-Pa | D1052 Specimen Piercing Apparatus | Available by Special Request |
| CCS-D1052-Ps | D1052 Specimen Holder | Available by Special Request |
| CCS-D1052-Pt | D1052 Specimen Piercing Tool | Available by Special Request |
| CCS-D1052-Pi | D1052 Polypropylene Inserts (50 pk.) | Available by Special Request |
| CCS-MD1052-6 | D1052 6 Cavity, 2 Plate Specimen Mold | 25.0 ± 1.0 x 152 ± 0.5 mm (5.98 ± 0.02 x 0.98 ± 0.04 inch) |
specimen molds, molds, ASTM D1052, D1052, cut growth, rubber, deterioration, Ross flexing machine, Ross flex test, Ross test, Ross flex, Ross flex deterioration, Ross cut growth, rubber deterioration, cut growth using Ross flexing apparatus, Standard Test Method for Measuring Rubber Deterioration – Cut Growth Using Ross Flexing Apparatus, piercing tool.