CCSi manufactures these high quality UltraLife Specimen Cutting Dies for the determination of cut growth in rubber vulcanizates subjected to repeated bend flexing, as described in ASTM D1052 ‘Standard Test Method for Measuring Rubber Deterioration — Cut Growth Using Ross Flexing Apparatus’.
The ASTM D1052 test specimens are delineated with regard to their width (25 ± 1.0 mm), their length being enumerated as a minimum of 152 mm (5.98 inch).
This length is recommended as it is accommodated by a 152.4 x 152.4 mm (6.0 x 6.0 inch) laboratory mold. The thickness of the specimen is specified as 6.35 ± 0.03 mm (0.25 ± 0.01 inch), which may require a specialized mold, as most standard laboratory molds have cavities of 1.95 ± 0.05 mm (0.077 ± 0.002 inch) in depth, as described in ASTM D3182.
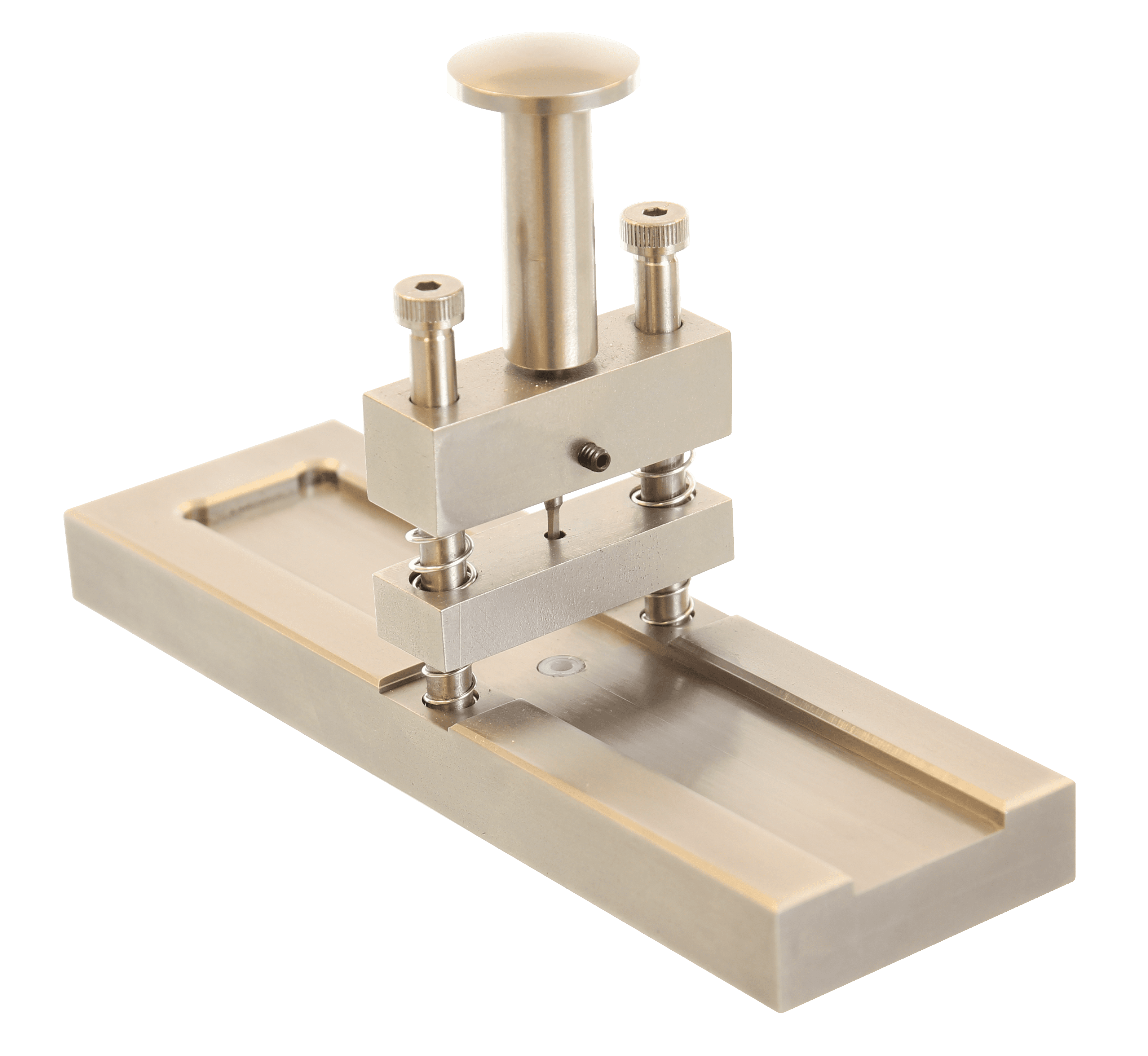
In addition to the dimensional specifications, ASTM D1052 procedures require that the test specimen be punctured by a special piercing tool, which is mated to a specimen holder specifically designed for the purpose. CCSi provides the specimen piercing tool and specimen holder, together listed as the specimen piercing apparatus, although they are available individually.
The CCSi specimen piercing apparatus is of a unique and innovative design. The platen of the specimen holder has a circular orifice containing a compression molded polypropylene disc, which acts as a receiver for the piercing tool. Upon penetration of the specimen, there is no metal-to-metal contact of the constituent parts, as is the case with typical designs.
This prolongs the life of both the specimen holder and piercing tool, while improving test determinations by maintaining a sharply formed piercing edge and not deforming the receiving platen.
The receiver for the compression molded polypropylene discs contains a ‘bored-through’ orifice facilitating the disc’s replacement. The contact surfaces of the poly discs are flat and parallel and may be used on either side, further improving cost effectiveness.
The test pieces, from which the specimens are die cut, may also be obtained from articles. This requires that the test piece be buffed or ground to the specified thickness, prior to die cutting. CCSi features the Emerson Type Rubber Buffer and the Hung Ta™ Par-Marton Type Specimen Adjuster, both of which are suitable for this application and comply with the requirements of ASTM D3183 ‘Standard Practice for Rubber — Preparation of Pieces for Test Purposes from Products’.
Ask for Price
{kind=link}

CCSi UltraLife specimen cutting dies are manufactured from homogenous, solid, high carbon content A2 tool steel. Each undergoes multi-axis precision grinding and conventional, plunge, or wire EDM (Electrical Discharge Machining) processes … producing a world-class, close tolerance die.
Precision grinding and EDM processes ensure true parallelism and multi-plane dimensional accuracy. The quality of materials, design, and engineering serve to provide the highest specimen quality possible, over an extended service life.
Where highly technical manufacturing techniques and processes end … old-world craftsmanship begins!
CCSi UltraLife specimen cutting dies are individually serialized, hand-honed, and mirror polished. A protective coating of industrial enamel is applied to the non-cutting surfaces before undergoing a rigorous final inspection.
Each UltraLife specimen cutting die includes a detailed final report and certification to the applicable standard, traceable to NIST, and compliant with ISO 9001:2000 and ISO/IEC 17025. The specimen dies are placed in a plastic, blow-molded, ‘clam shell’ style case with a foam lining to protect the die during transport and storage.
The CCSi Specimen Cutting Dies Feature:
- Exclusive UltraLife cutting edge technology;
- Designed with advanced 3D solid modeling;
- High carbon content A2 tool steel;
- Manufactured using computerized systems and techniques;
- EDM (Electrical Discharge Machining);
- CNC (Computer Numerical Control) 4 axis machining;
- Precision ground;
- Expertly honed;
- Finely polished;
- Protective industrial enamel coating;
- Plastic, foam lined, protective case;
- Traceability of dimensional measurement to NIST;
- Certification to ASTM D1052;
- Compliance with ISO 9001:2000 and ISO/IEC 17025.
Available in:
- ASTM D1052;
- Mallet handle, arbor press mount, & press adapter versions.
Also Available:
- Specimen Piercing Apparatus;
- Poly Inserts for Specimen Piercing Apparatus.
| Part Number | Description | Width | Length |
| CCSi-D1052-An | D1052 Die without mounting device | 25.0 ± 1.0 (0.98 ± 0.04 inch) | 152 ± 0.5 mm (5.98 ± 0.02 inch) |
| CCSi-D1052-Aa | D1052 Die with arbor press mount | 25.0 ± 1.0 (0.98 ± 0.04 inch) | 152 ± 0.5 mm (5.98 ± 0.02 inch) |
| CCSi-D1052-Ap | D1052 Die with press adapter | 25.0 ± 1.0 (0.98 ± 0.04 inch) | 152 ± 0.5 mm (5.98 ± 0.02 inch) |
| CCSi-D1052-Am | D1052 Die with mallet handle | 25.0 ± 1.0 (0.98 ± 0.04 inch) | 152 ± 0.5 mm (5.98 ± 0.02 inch) |
| CCSi-D1052-Pa | D1052 Specimen Piercing Apparatus | Available by Special Request | Available by Special Request |
| CCSi-D1052-Ps | D1052 Specimen Holder | Available by Special Request | Available by Special Request |
| CCSi-D1052-Pt | D1052 Specimen Piercing Tool | Available by Special Request | Available by Special Request |
| CCSi-D1052-Pi | D1052 Polypropylene Inserts (50 pk.) | Available by Special Request | Available by Special Request |
specimen dies, cutting dies, ASTM D1052, D1052, cut growth, rubber, deterioration, Ross flexing machine, Ross flex test, Ross test, Ross flex, Ross flex deterioration, Ross cut growth, rubber deterioration, cut growth using Ross flexing apparatus, Standard Test Method for Measuring Rubber Deterioration – Cut Growth Using Ross Flexing Apparatus, piercing tool.