CCSi UltraLife molds are designed, engineered, and manufactured to produce high quality specimens, over an extended service life!
CCSi manufactures these specimen molds for measuring the mechanical properties of rubber vulcanizates in a small range of deformation employing the Yerzley Mechanical Oscillograph, as described in ASTM D945 ‘Standard Test Methods for Rubber Properties in Compression or Shear (Mechanical Oscillograph)’.
These mechanical properties include resilience, dynamic modulus, static modulus, kinetic energy, creep or hysteresis, and compression set by a specified force. Part A of the method describes Measurements in Compression and Part B addresses Measurements in Shear.
Ask for Price
{kind=link}

Part A, Measurements in Compression, separately addresses two materials, solid rubber and cellular materials. Each of which require differently configured specimens and preparation procedures.
Part A, solid rubber specimens, is further divided by units of measure employed in the performance of the test, those being SI and inch-pound units. The dimensions of the SI specimen are 19.5 ± 0.13 mm Ø, 12.5 ± 0.25 mm thick, with a nominal area of 300 mm² and a ‘shape factor’ of 0.390. The dimensions of the inch-pound specimens are 0.75 ± 0.005 inch Ø, 0.5 ± 0.010 inch thick, with a nominal area of 0.442 in² and a ‘shape factor’ of 0.375.
Compression molding of the solid rubber specimens is the preferred and recommended method for preparation, whenever practical. The cellular specimens, however, shall be prepared using a rotating type cutting die, also available from CCSi.
Part B, Measurements in Shear, requires a rectangularly configured test specimen. These are also divided by units of measure employed in the performance of the test, that also being SI and inch-pound units.
The dimensions of the SI specimen are 12.7 ± 0.02 mm in width, 23.62 ± 0.02 mm in length, and 12.5 ± 0.25 mm in thickness, having a nominal area of 600 mm². The dimensions of the inch-pound specimens are 0.50 ± 0.001 inch in width, 0.884 ± 0.010 inch length, 0.50 ± 0.001 inch in thickness, with a nominal area of 0.884 in².
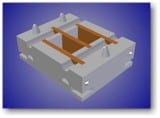
Part B requires a composition consisting of the test specimen molded between parallel plates of brass (shown in the bronze color). The Part B cutting die is also available from CCSi. The Part B fixture, as shown above, has a top plate which has been excluded in the 3D rendering for the purpose of visibility.
CCSi UltraLife molds are manufactured from homogenous, solid, high carbon content A2 mold steel. Each undergoes precision grinding and CNC (Computer Numerical Control) machining to exacting requirements. The mold cavities are expertly honed and hand polished, after which the mold is industrial chrome plated.
Precision grinding ensures a parallel surface profile of the platens and CNC machining provides ultra-close dimensional tolerances, while the honing and polishing processes guarantee smooth, true specimen cavities. The durable, hard chrome finish resists the corrosive and adhesive effects of most compounds, greatly improving overall durability and ease of maintenance.
The CCSi UltraLife mold platens are thicker than standard molds, providing superior heat and pressure distribution, as well as extending the mold’s useful life by resisting distortion. This also allows the overflow recesses to be deeper, reducing problems associated overfill. The platens are positively positioned with precision guide pins and receivers … assuring precise closure!
CCSi UltraLife molds feature a unique cam-action hinge design which improves the critical distribution of pressure. Typical ‘fixed-hinge’ designs cause material to flow, outwardly, from this constraining point. This uneven application of pressure may cause excessive overfill, or cavity voids. The cam-action hinge design has all of the advantages of ‘stacked plate’ molds, combined with the convenience of ‘fixed-hinge’ designs! NOTE-1
The handles are manufactured from 304 stainless steel (a chromium – nickel austenitic alloy) and contain integral support pins. This allows the handles to rotate, which facilitates opening the mold. The handles are ergonomically positioned to ease placement and removal from the heated laboratory press. NOTE-1
Large triangular pry slots are located at the corners, opposite the cam-action hinges. These further facilitate mold opening and reduce the occurrence of cavity damage from improperly positioned tools.
The CCSi ASTM D945 Specimen Molds Feature:
- Exclusive UltraLife engineering;
- Designed with advanced 3D solid modeling;
- Manufactured using computerized systems and techniques;
- CNC (Computer Numerical Control) 4 axis machining;
- Precision ground;
- Expertly honed;
- Finely polished;
- High carbon content A2 mold steel;
- Thicker plates resist warping, distribute heat and pressure evenly;
- Cam action hinges prevent uneven closure;
- Industrial chrome plate finish;
- 304 stainless steel rotating handles ease opening, closing and handling;
- Deep overflow recesses (flash pockets) reduce overfill problems;
- Precision locator pins & receivers assure positive alignment;
- High strength fasteners resist the effects of strain and stress;
- Temperature probe orifices may be added for profiling;
- Optional finishes are available for highly corrosive compounds.
Available in:
- ASTM D945 UltraLife Part A for solid rubber specimens (SI);
- ASTM D945 UltraLife Part A for solid rubber specimens (inch-pound);
- ASTM D945 UltraLife Part B (SI);
- ASTM D945 UltraLife Part B (inch-pound).
NOTE-1 handles and hinges are not offered with the D945 Part B design.
| Part Number | Mold Configuration | Specimen Description |
| CCS-MD945-A-SI | Part A - 16 Cavity - 2 Plate | 19.5 ± 0.13 Ø x 12.5 ± 0.25 mm Reference Area 300 mm² 0.390 ‘shape factor’ |
| CCS-MD945-A-US | Part A - 16 Cavity - 2 Plate | 0.75 ± 0.005 Ø x 0.5 ± 0.010 in. Reference Area 0.442 in² 0.375 ‘shape factor’ |
| CCS-MD945-B-SI | Part B - 2 Cavity - 2 Plate | 12.7 ± 0.02 x 23.62 ± 0.02 x 12.5 ± 0.25 mm Shear Area 600 mm² |
| CCS-MD945-B-US | Part B - 2 Cavity - 2 Plate | 0.50 ± 0.001 x 0.884 ± 0.010 x 0.50 ± 0.001 in. Shear Area 0.884 in² |
specimen molds, molds, D945, ASTM D945, chronograph, compression, creep, deflection, deformation, dynamic modulus, elevated temperature, hysteresis, initial creep, kinetic energy, low temperature, mechanical oscillograph, oscillograph, point modulus, resilience, set, shear, static modulus, strain, stress, subnormal temperature, tangent modulus, Yerzley, Yerzley mechanical oscillograph, Yerzley oscillograph, Standard Test Methods for Rubber Properties in Compression or Shear (Mechanical Oscillograph).